
Belt bucket elevators are efficient equipment for vertical waste transportation, which differs from chain bucket elevators in greater lifting heights (up to 80 m in operation) and in higher conveying capacities. Due to this, they are ideal for moving large volumes of secondary raw materials and waste to considerable heights in sorting and recycling processes.
Buckets, fixed on a special, durable belt, ensure continuous and uniform transportation of material – from crushed glass and plastic to organic or mixed waste. Belt bucket elevators demonstrate high efficiency even when working with abrasive or loose materials, which is typical of waste streams.


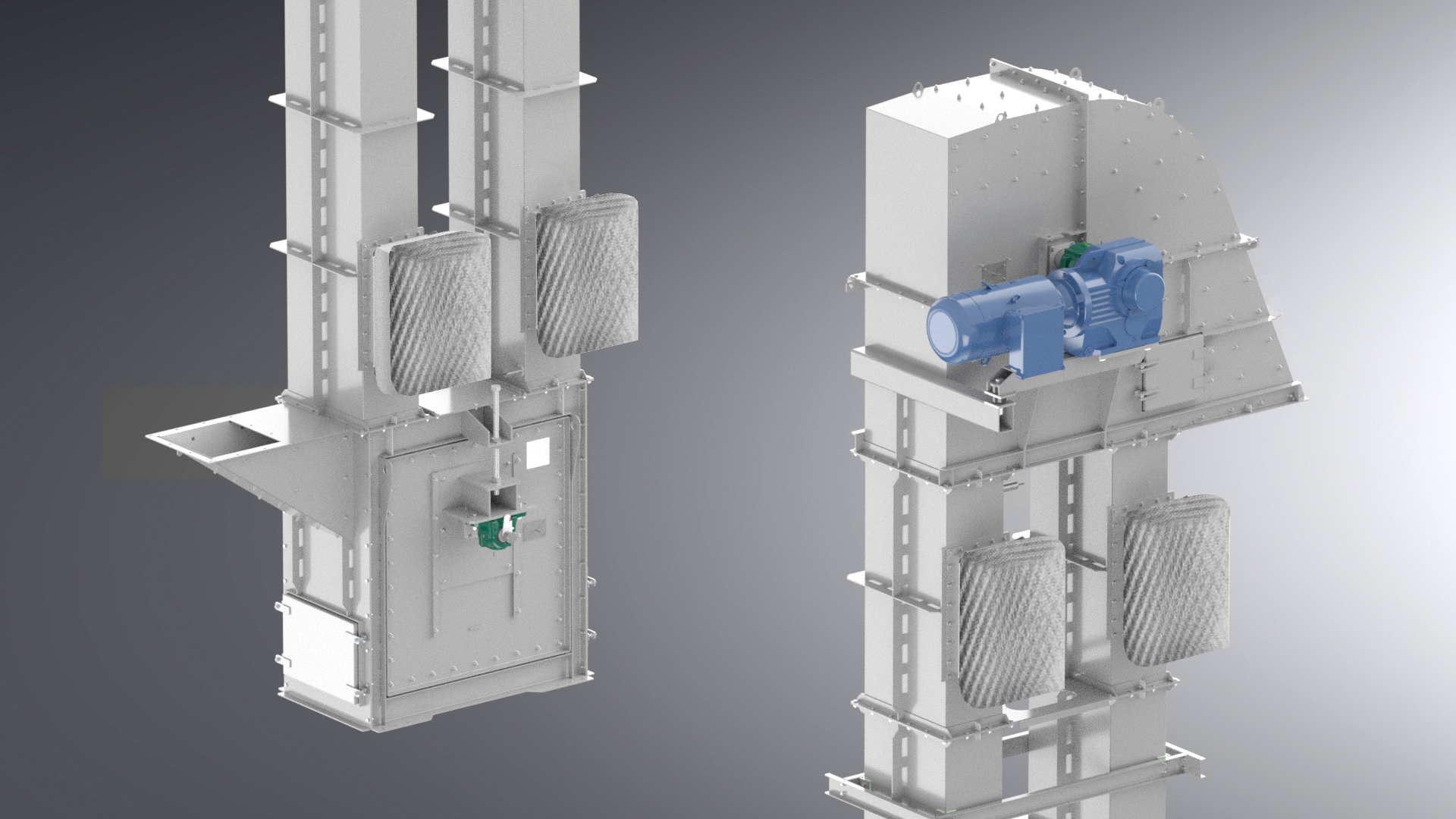
Belt bucket elevators are technically reliable systems that can be easily adapted to various operating conditions and types of materials. The elevators consist of several components that are essential for efficient operation.
Buckets. Buckets are the main working element of the bucket elevator. They are manufactured from mild steel, stainless steel, or plastic. Plastic buckets are suitable for grain and lightweight materials, while steel buckets are used for high-temperature and aggressive environments.
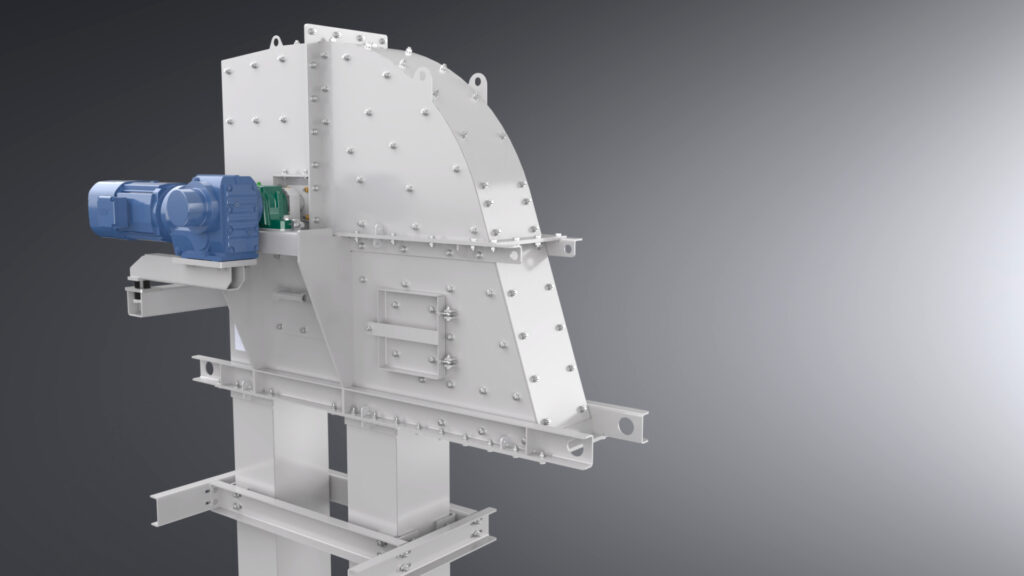
Drive mechanism. The buckets are driven by an elevator belt. The belt ensures smooth and quiet operation, easily wraps around the drive drums, and reduces dynamic loads.
Tensioning foot. Stable operation is ensured by a tensioning unit located in the lower part of the elevator, using either a threaded spindle or a gravity weight mechanism.
Due to their robust design, chain bucket elevators are intended for demanding operating conditions. They are suitable for conveying heavy bulk materials, products with high temperatures (above 100 °C), as well as aggressive or corrosive materials. These elevators ensure reliable operation at medium conveying heights and under increased mechanical loads.
Steel buckets in accordance with DIN 15234 are mounted to the rear wall and installed on two round-link chains, providing high strength and reliable performance when handling abrasive materials.
During loading and discharge of the bucket elevator, dust is generated, which may form a potentially explosive atmosphere (ATEX). The elevators can be equipped with explosion pressure relief devices selected according to the operating conditions. The reinforced housing is designed to withstand reduced explosion pressure, ensuring safe operation of the bucket elevator.
Other Design Options Bucket elevators can be manufactured with positive gravity discharge, which ensures gentle material handling and reduces wear. For abrasive materials, buckets with hardened front edges are used, while buckets with ventilation holes are used for powdery products. A round-bottom housing minimizes dead zones and improves the hygienic design of the equipment.
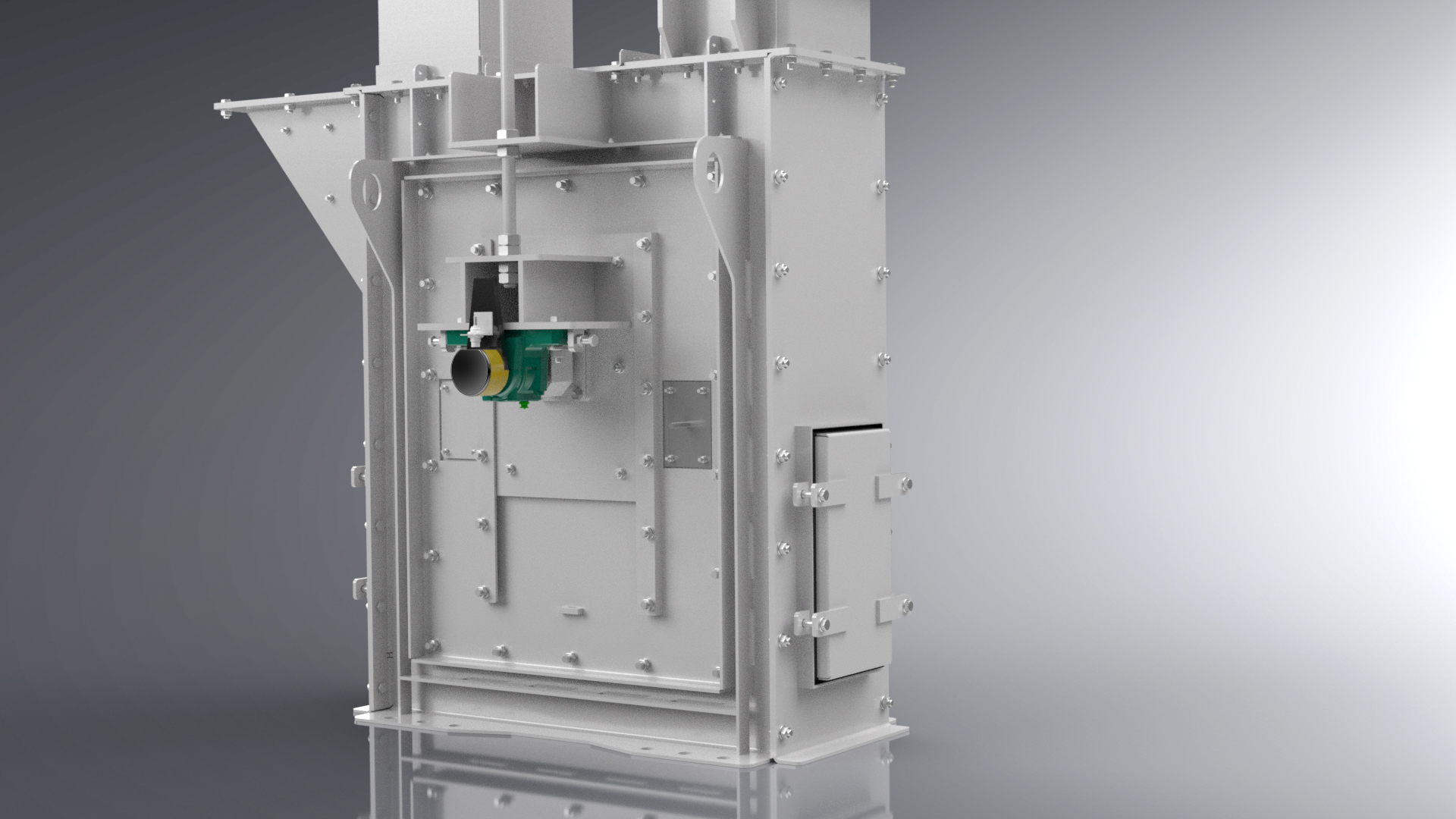
To increase operational reliability and safety, bucket elevators can be equipped with additional accessories. These include an accumulation flap with a sensor for overflow protection in the elevator boot, as well as a speed monitoring system on the drive shaft, allowing early detection of malfunctions and prevention of emergency situations.
Quiplines LLC is your reliable partner specializing in the supply of production equipment and spare parts, the provision of services, and technical support for enterprises at all stages of project implementation.
Learn more

We implement full-cycle projects — from equipment selection to commissioning and further maintenance. Each of our projects is a confirmation of quality, professionalism, and an individual approach to the customer. We are proud of the trust our partners place in us and continue to contribute to the development of industry.





Quiplines LLC is your reliable partner specializing in the supply of production equipment and spare parts, the provision of services, and technical support for enterprises at all stages of project implementation.
News in the field of industry and equipment

In modern industry, equipment reliability is a key factor in ensuring stable profits and uninterrupted production. Maintaining screeners with OEM...
Learn more
JJ-Lurgi biodiesel technology is the result of decades of experience in the advanced processing of oils, fats, and oleochemicals. JJ-Lurgi...
Learn more
The quality of compound feed begins with proper preparation of raw materials. Mechanical processing is not merely a change in...
Learn more
Modern oilseed crushing and oil extraction operations demand maximum continuity. Any stoppage of core equipment is not only a technical...
Learn more
The modern oil and fat industry is characterized by the transition to full automation and maximum energy efficiency. The use...
Learn more
The chemical industry has extremely high requirements for the quality of raw materials and end products. One of the critical...
Learn more




 Download brochure
Download brochure